
 The application of controlled electrical pre-heat is essential for metals having a substantial thickness, complex geometry, critical process or an exotic alloy content. A controlled electrical pre-heat prior to, and concurrent heating during, welding is critical for the purpose of reducing various conditions and properties in the metal. These conditions, if not treated, can often lead to costly repairs during fabrication and unsatisfactory results of the welding process.
The application of controlled electrical pre-heat is essential for metals having a substantial thickness, complex geometry, critical process or an exotic alloy content. A controlled electrical pre-heat prior to, and concurrent heating during, welding is critical for the purpose of reducing various conditions and properties in the metal. These conditions, if not treated, can often lead to costly repairs during fabrication and unsatisfactory results of the welding process.

THERMOTEST offer the full range of pre-heat and concurrent heating applications at site. The pre-heat service is constantly monitored and accurate control of individual heating zones located 75mm either side of the weld is achieved, this ensures total temperature uniformity within the inter-pass temperature restraints of your application. Temperature record charts are submitted for each application as part of the quality control package..
 Post Weld Heat Treatment also known, as “ stress relieving” is a process carried out in order to increase the duct ability and elasticity of metals after welding, the material strength of the treated metal is also generally significantly enhanced by the use of a correct heating process. PWHT s also used in order to reduce the chance of corrosion attack that can be induced by chemicals and severe service conditions. This is achieved by removing residual stress form the welded area that would otherwise be susceptible to fatigue corrosion and residual stress fracture. .
Post Weld Heat Treatment also known, as “ stress relieving” is a process carried out in order to increase the duct ability and elasticity of metals after welding, the material strength of the treated metal is also generally significantly enhanced by the use of a correct heating process. PWHT s also used in order to reduce the chance of corrosion attack that can be induced by chemicals and severe service conditions. This is achieved by removing residual stress form the welded area that would otherwise be susceptible to fatigue corrosion and residual stress fracture. .
 Electrical methods of PWHT generally involve the application of low voltage flexible ceramic heating elements to a work-piece or to pipe-work. Thermotest control equipment is used to monitor the temperature profile, constantly providing zone control of the heating process either automatically or manually.
Electrical methods of PWHT generally involve the application of low voltage flexible ceramic heating elements to a work-piece or to pipe-work. Thermotest control equipment is used to monitor the temperature profile, constantly providing zone control of the heating process either automatically or manually.
High voltage elements are utilized for materials of a significant thickness, for internal heating of seams and vessels and for electrical furnace applications. Thermotest has available within the region a total of 2.1 megawatt of installed heating capability.
 High velocity gas burners (6 mill/Btu) are utilized for performing heat treatment of larger structures, vessels, spheres, and fabrications’ and for furnace heating applications.
High velocity gas burners (6 mill/Btu) are utilized for performing heat treatment of larger structures, vessels, spheres, and fabrications’ and for furnace heating applications.
Gas firing equipment is equally suited to internal heating applications as to external (furnace) heating. When used in conjunction with high velocity combustion air the control characteristics of the burner system can attain a turndown ratio of 50:1 and the ability to run on 3000% excess air.
Thermotest Personnel have undertaken some of the largest gas firings in the world– including the firing of 50 metre bullet tanks – in-situ for Shell Malaysia.
Gas division has available more than 6 sets equipment having a total of more than 13.8 MW of installed heating capacity readily available.
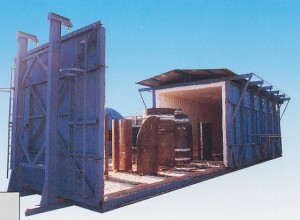 THERMOTEST have the equipment and expertise to quickly mobilize temporary furnace panels to your site for furnace heat treatments of large structures, vessels and piping.
THERMOTEST have the equipment and expertise to quickly mobilize temporary furnace panels to your site for furnace heat treatments of large structures, vessels and piping.
Temporary furnaces can be fired utilizing either gas burners or high voltage heating elements.
Temporary Furnaces can be built to almost any size that you may require and are suitable for temperatures up to 1040 deg Celsius.
 High temperature heating applications up to 1200°C can be achieved by the above techniques. .
High temperature heating applications up to 1200°C can be achieved by the above techniques. .
 Dry-out and refractory curing applications are best achieved utilising our gas burner systems. The high velocity system ensures accurate and uniform control of temperature while giving the added benefit of heating by convection. This technique draws moisture out of the refractory by virtue of the scrubbing action of the burner product without baking the outer surface.
Dry-out and refractory curing applications are best achieved utilising our gas burner systems. The high velocity system ensures accurate and uniform control of temperature while giving the added benefit of heating by convection. This technique draws moisture out of the refractory by virtue of the scrubbing action of the burner product without baking the outer surface.
Refractory curing applications up to 1300°C can be performed with temperature increments as low as 2°C per hour when required.
Applications include: Glass Float Furnaces, Cyclones, Reactors, Stacks and Waste Heat Recovery Units.